Quels sont les avantages de l’utilisation d’un poinçonnage à tourelle à haute efficacité ?
Sep 10, 2025
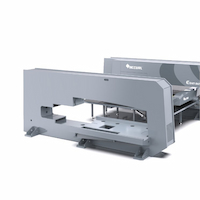
Presses poinçonneuses à tourelle à haut rendement Les machines-outils sont des équipements essentiels de l'usinage moderne de la tôle. Grâce à l'automatisation, à l'intelligence et aux technologies à grande vitesse, elles offrent des avantages révolutionnaires par rapport aux poinçonneuses traditionnelles ou aux premières poinçonneuses à tourelle CNC. Ces avantages se reflètent principalement dans des aspects tels que l'efficacité de la production, la capacité d'usinage, la maîtrise des coûts et la flexibilité.1. Efficacité et vitesse de production extrêmement élevéesC’est la manifestation la plus directe de « l’efficacité ».Fonctionnement à grande vitesse : la fréquence d'emboutissage des presses poinçonneuses à tourelle à haut rendement modernes est extrêmement élevée (jusqu'à 1 000 fois par heure, voire plus), et la vitesse de positionnement des axes X/Y est également extrêmement rapide, ce qui réduit considérablement le temps de traitement des pièces individuelles.Changement rapide d'outils : La plupart des poinçonneuses à tourelle haute performance sont équipées d'une fonction d'indexation automatique des outils. Le poste d'outils de la tourelle peut pivoter automatiquement, déplaçant rapidement les outils requis vers la position d'emboutissage, éliminant ainsi les temps d'arrêt liés au changement manuel. Certains modèles haut de gamme sont même équipés de tourelles multipostes (20, 30 ou plus), permettant l'installation de davantage de moules pour traiter des pièces complexes sans avoir à les changer en cours de route.Réduisez le temps de non-traitement : Le système de commande numérique (CNC) efficace optimise le chemin d'emboutissage, réduisant ainsi le temps de déplacement à vide du poinçon sur la tôle. 2. De fortes capacités de traitement complexeMoulage unique : Plusieurs opérations telles que le poinçonnage, l'étirage, le formage, l'emboutissage, le taraudage, le persienne et le nervurage peuvent être réalisées en un seul serrage. Une pièce complexe peut ne nécessiter qu'un seul programme et ne nécessite pas de transfert vers d'autres machines-outils pour un usinage secondaire.Des moules spéciaux peuvent être utilisés : un outil multifonction ou un outil à indexation automatique peuvent être équipés. Un poste de moulage contient plusieurs petits moules pouvant être sélectionnés automatiquement, augmentant ainsi considérablement la capacité de traitement sans occuper de postes de travail supplémentaires.Technologie de repositionnement (Reresting) : pour les pièces de dimensions supérieures à l'entraxe de la tourelle, la machine-outil peut maintenir la tôle, la déplacer puis la repositionner pour réaliser un usinage de type "step punching", usinant ainsi des trous et des contours plus grands que la course théorique de la machine. 3. Précision et cohérence exceptionnellesPositionnement de haute précision : en utilisant des servomoteurs précis et des guides linéaires, la précision de positionnement du poinçon dans les directions X et Y est extrêmement élevée (jusqu'à ± 0,1 mm ou plus), garantissant que la position de chaque trou et contour est précise sans erreur.Élimination des erreurs humaines : l'ensemble du processus d'usinage est contrôlé par des programmes CNC et entièrement automatisé. Tant que le programme est correct, chaque pièce usinée sera identique, avec une qualité stable et fiable, ce qui la rend parfaitement adaptée à la production en série. 4. Automatisation et flexibilité importantesIntégration facile aux unités automatisées : Les poinçonneuses à tourelle haute performance constituent le cœur de métier idéal pour la construction d'unités de fabrication flexibles (FMCS) ou de lignes de production automatisées. Elles se connectent facilement à des chargeurs (Loader), des déchargeurs (Unloader) et des empileurs (Stacker) automatiques, permettant une production sans intervention humaine (Lights-Out Manufacturing) pendant plusieurs heures, réduisant ainsi considérablement les coûts de main-d'œuvre et optimisant l'utilisation des équipements.Conversion rapide des tâches : lors du changement de produit, il suffit d'appeler le nouveau programme d'usinage dans le système CNC, sans réglages mécaniques complexes. Ce changement progressif rend la production de petites séries et de multiples variantes très économique et efficace. 5. Réduire les coûts d'exploitation globaux (TCO)Économie de main-d'œuvre : grâce à un degré élevé d'automatisation, un opérateur peut gérer plusieurs appareils simultanément, réduisant ainsi la dépendance à l'égard des travailleurs qualifiés et les coûts de main-d'œuvre.Réduire le gaspillage de matériaux : les systèmes CNC sont généralement livrés avec un logiciel d'imbrication automatique, qui peut optimiser la disposition des pièces sur la feuille, maximiser l'utilisation des matériaux et réduire le gaspillage.Améliorer l'utilisation de l'équipement : en raison de sa vitesse élevée, de son temps de changement de moule court et de sa capacité à fonctionner automatiquement, le temps de travail effectif réel de l'équipement est réduit.Conservation de l'énergie : Par rapport aux grandes machines de découpe laser, les presses poinçonneuses à tourelle consomment généralement moins d'énergie lors du traitement de plaques minces avec des réseaux de trous denses. 6. Améliorer l'environnement de travail et la sécuritéHaute sécurité : les équipements modernes sont équipés de multiples protections de sécurité, telles que des rideaux lumineux, des clôtures de sécurité, des dispositifs de verrouillage, etc., pour garantir que les opérateurs sont isolés des composants en mouvement à grande vitesse.Faible niveau sonore et polluant : Comparées à l'emboutissage traditionnel, les poinçonneuses à tourelle haute performance fonctionnent généralement en environnement fermé ou semi-fermé, ce qui réduit le bruit. De plus, contrairement à la découpe laser, elles ne produisent ni fumée ni poussière, ce qui rend l'environnement de travail plus propre. si vous avez d'autres idées, contactez-nous !Tél. : +86 -18855551088E-mail: Info@Accurl.comWhatsApp/Mobile : +86 -18855551088